
OEE: La guía completa y definitiva sobre el indicador industrial por excelencia
¡Te damos la bienvenida a la guía completa y definitiva del OEE! Aquí encontrarás información valiosa y aplicable para optimizar la eficiencia de tu planta de producción. Desde los conceptos básicos hasta las estrategias avanzadas, hemos reunido todo lo que necesitas saber para que el OEE sea una herramienta poderosa en tu búsqueda del éxito.
En Sistemas OEE somos expertos en el fascinante mundo del Overall Equipment Effectiveness y nos encanta compartir nuestro conocimiento contigo. Nuestra dedicación a la mejora continua y la eficiencia operativa nos ha convertido en referentes en esta materia.
A lo largo de esta guía, encontrarás enlaces a otros artículos relacionados, donde podrás profundizar en temas específicos del OEE. Te invitamos a explorarlos para obtener información aún más detallada y enriquecer tu conocimiento.

Además, si en cualquier momento tienes preguntas o necesitas asistencia personalizada, nuestro equipo está disponible para ayudarte. No dudes en contactarnos a través del chat integrado en nuestra web o en nuestra sección de contacto. ¡Estamos aquí para acompañarte en este emocionante viaje hacia la excelencia operativa!
¿Qué es el OEE?
El OEE (Overall Equipment Effectiveness o Eficacia Global de Equipos Productivos), es un indicador clave en la industria que permite medir la eficiencia global de una máquina, línea de producción o una planta completa. Esta herramienta es capaz de indicar, mediante un porcentaje, la eficacia real de cualquier proceso productivo, siendo un factor clave, para poder identificar y paliar posibles ineficiencias que se originen durante el proceso de fabricación.
Origen e historia del OEE
El concepto del OEE fue introducido por Seiichi Nakajima en Japón durante los años 60, como parte de la metodología Total Productive Maintenance (TPM). Nakajima trabajaba en la empresa Nippondenso (actual Denso Corporation) y su objetivo era desarrollar una métrica para evaluar la eficiencia de los equipos de producción y los procesos industriales.
La relación de OEE y Lean Manufacturing
En la década de 1980, el OEE fue adoptado por el sistema Lean Manufacturing de Toyota y otras compañías japonesas, convirtiéndose en una herramienta esencial para mejorar la eficiencia y reducir los desperdicios en la producción.
A partir de ahí, su popularidad se extendió a nivel mundial, siendo reconocido como un indicador clave para medir el rendimiento operativo.
Cómo calcular el OEE
Calcular el Overall Equipment Effectiveness es un proceso fundamental para medir la eficiencia operativa de una planta de producción. Conocer el rendimiento real de nuestras máquinas, equipos y procesos nos permite tomar decisiones informadas y enfocar los esfuerzos en la mejora continua. En esta sección, exploraremos en detalle cómo realizar el cálculo del OEE y comprender cada uno de sus componentes para obtener una visión precisa de la eficiencia de nuestra operación.
Fórmula del OEE
El cálculo del OEE se basa en tres factores clave: Disponibilidad, Rendimiento y Calidad. Para obtener el valor del OEE, se multiplican estos tres componentes:
OEE = Disponibilidad x Rendimiento x Calidad
Cada uno de estos factores representa un aspecto importante de la eficiencia operativa, y su combinación proporciona una evaluación completa de la productividad en la planta. Vamos a explorar cada componente en detalle para entender cómo contribuyen al cálculo del OEE y cómo podemos mejorarlos para aumentar la eficiencia en nuestra producción.
Para realizar el cálculo del OEE, vamos a diferenciar dos casuísticas diferentes:
- Cálculo del OEE básico: Para una sola referencia o pieza, con un único tiempo ciclo ideal*.
- Cálculo del OEE avanzado / multi-lote: Para múltiples lotes que pueden tener diferentes referencias a fabricar, con tiempos de ciclo ideales* distintos.
*El “tiempo ciclo ideal” hace referencia al tiempo teórico óptimo que tomaría producir una unidad o pieza en condiciones ideales, sin ninguna pérdida de tiempo ni interrupciones. Es un tiempo teórico calculado asumiendo que no hay tiempos de parada, tiempos de ajuste, defectos de calidad o cualquier otro tipo de pérdida durante el proceso de producción.
Cálculo del OEE básico
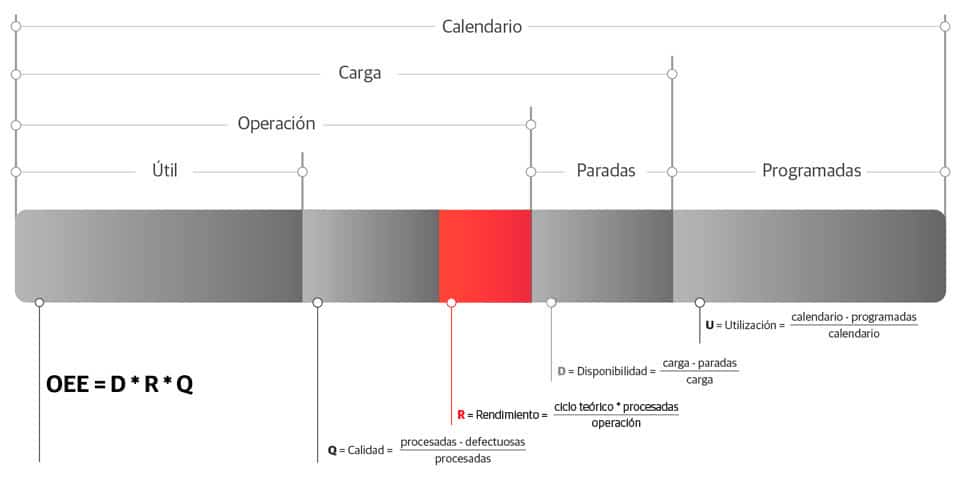
Como hemos explicado, el cálculo del indicador OEE se basa en tres factores clave: Disponibilidad, Rendimiento y Calidad. Para comprender cómo obtener cada uno de estos factores, consideremos el siguiente gráfico explicativo:

% DISPONIBILIDAD: Representa el cociente del tiempo productivo entre el tiempo disponible para un periodo de producción determinado. Este factor se ve afectado por diversas paradas que ocurren en el proceso de fabricación, como arranques de máquinas, cambios, averías y esperas. Para calcular la Disponibilidad, es necesario conocer el tiempo efectivo de producción y el tiempo total disponible.
% RENDIMIENTO: Es el cociente de la producción real entre la capacidad productiva para un periodo determinado. Este factor refleja el impacto de microparadas y velocidad reducida en la producción. Al calcular el Rendimiento, es esencial tener en cuenta la cantidad de unidades producidas en relación con la capacidad máxima de producción en ese período.
% CALIDAD: Es el cociente de la producción buena entre la producción real. Este porcentaje se ve afectado por re-trabajos o piezas defectuosas en el proceso de producción. Calcular la Calidad implica evaluar la cantidad de unidades aceptables en relación con la producción total realizada.
Ejemplo de cálculo del OEE: Caso práctico
En este apartado, te presentaremos un caso práctico para ilustrar cómo se calcula el OEE en una línea de producción. A través de este ejemplo, podrás comprender mejor cómo los componentes del OEE influyen en la eficiencia operativa.
Para una línea de producción con una capacidad teórica de 1.000 piezas por hora durante un turno de 8 horas, se obtuvieron los siguientes datos:

- Disponibilidad: 75% (6 horas de producción de 8 horas posibles).
- Rendimiento: 70% (700 piezas producidas por hora de las 1.000 teóricas).
- Calidad: 96% (4% de piezas defectuosas).
OEE = 75% x 70% x 96% = 50.4%
En este ejemplo, el OEE de la línea de producción es del 50.4%. Aunque cada componente del OEE puede parecer poco significativo por separado, el OEE global nos muestra la eficiencia real del proceso. Conociendo estos valores, podemos identificar oportunidades de mejora y tomar acciones para aumentar la eficiencia general.
La importancia de este dato radica en que nos permite focalizarnos en mejorar aquellos aspectos que afectan negativamente la productividad, como reducir tiempos no productivos y evitar piezas defectuosas. Al implementar mejoras en estos componentes, el OEE aumentará, acercándonos al objetivo de máxima eficiencia operativa.
Cálculo del OEE avanzado: Multi Lote / Multi Referencia
Cuando se trata de calcular el OEE para varios lotes con diferentes tiempos de ciclo (Tc), es esencial usar el tiempo como unidad de medida en lugar de las unidades producidas. En el siguiente ejemplo, analizaremos el turno de trabajo con dos lotes etiquetados como Referencia1 (Tc = 2 segundos) y Referencia2 (Tc = 5 segundos).
Supongamos que se producen dos lotes: El Batch1 (B1) que produce 8.000 botellas de la Referencia1 en 275 minutos y el Batch2 (B2) con un total de 100 botellas de la Referencia2 en 85 minutos.
La Disponibilidad se mantiene en 80%, ya que el Tc de cada referencia no afecta este cálculo. Sin embargo, al calcular el rendimiento basado en unidades producidas, obtendríamos un resultado erróneo del 87,37%.
Rendimiento = ((Tiempo trabajando B1 [16.000seg] + Tiempo trabajando B2 [500seg]) / Tiempo Productivo [360min]) * 100 = 76,39%
Para realizar el cálculo del rendimiento correctamente, debemos sumar los tiempos resultantes de producir cada botella en función de su Tc y dividirlo entre el Tiempo Productivo. Así, el rendimiento correcto es del 76,39%.

El mismo enfoque se aplica al cálculo de la calidad, donde sumamos los tiempos de producción de unidades OK y los dividimos entre el Tiempo Trabajando. Con este método, obtenemos una calidad del 86,06%.
Finalmente, al multiplicar estos tres factores (Disponibilidad, Rendimiento y Calidad), el OEE resultante es del 52,59%.
En conclusión, para medir el indicador OEE de manera precisa, tanto para una única referencia (lote unitario) como para varios productos con diferentes tiempos de ciclo (multi-lote), es recomendable calcular el rendimiento y la calidad en función de la unidad de tiempo. El enfoque óptimo es seguir el modelo del 2º ejemplo (Cálculo del OEE multi-lote), el cual se representa en el siguiente gráfico:

Las 6 grandes pérdidas de un equipo industrial
Las 6 grandes pérdidas de un equipo industrial representan las principales causas de ineficiencia y disminución del rendimiento en los procesos de producción. Conocer su origen y cómo afectan la operatividad del equipo es crucial para implementar estrategias de mejora y optimización del OEE (Overall Equipment Effectiveness).
Identificar y abordar estas pérdidas nos permitirá maximizar la productividad, minimizar el tiempo improductivo y reducir el desperdicio, contribuyendo así a un funcionamiento más eficiente y rentable de las operaciones industriales. Las seis grandes pérdidas son:
- Tiempo de paro por averías: Ocurre cuando el equipo se detiene debido a fallos o averías en sus componentes, lo que resulta en una pérdida de tiempo productivo.
- Tiempo de configuración y ajustes: Implica el tiempo necesario para preparar y ajustar el equipo para cambiar de un producto o referencia a otro, lo que puede generar paradas y pérdida de producción.
- Tiempo de paro por falta de material: Sucede cuando el equipo se detiene porque no hay suficiente material o suministros disponibles para el proceso de producción.
- Tiempo de paro por falta de personal: Ocurre cuando no hay suficiente personal disponible para operar el equipo o realizar tareas esenciales, lo que resulta en paradas y pérdida de tiempo.
- Tiempo de ralentización y ajuste lento: Se produce cuando el equipo opera a una velocidad más baja de lo previsto debido a problemas de rendimiento o ajustes lentos.
- Tiempo de producción de unidades defectuosas: Implica el tiempo en el que se producen unidades defectuosas o productos no conformes, lo que conlleva a retrabajos y desperdicio de material.

¿Por qué es tan importante el OEE en la industria?
El OEE va más allá de ser solo una métrica. Se convierte en una poderosa herramienta para identificar áreas de mejora, reducir desperdicios y aumentar la productividad. El analizarlo permite tomar decisiones informadas y estratégicas para mejorar la eficiencia operativa en cualquier empresa.
El valor del OEE
El valor del OEE no se limita a conocer el estado de un equipo industrial. El poder real de este sencillo conjunto de indicadores se basa en su capacidad para demostrar, de forma infalible, que las acciones que se llevan a cabo para mejorar la efectividad de la máquina ofrecen el impacto esperado.
En el competitivo mundo de la industria, maximizar la eficiencia de los equipos de producción es clave para alcanzar el éxito. Para ello, es fundamental conocer la utilidad del OEE y las claves para medir su impacto.
Beneficios del OEE: Descubre 10 Ventajas Clave
La implementación del OEE proporciona una visión completa del rendimiento operativo, permitiendo identificar áreas de mejora y aumentar la competitividad. Aquí tienes diez de las ventajas más destacadas que el OEE ofrece para optimizar tus procesos industriales.
- Mejora el Retorno de inversión (ROI)
- Ayuda a ser más competitivo
- Maximiza el rendimiento de las máquinas
- Incrementa la calidad de los procesos
- Perfecciona la capacidad de medir y decidir
- Ayuda a descubrir tu ‘fábrica oculta’
- Facilita el trabajo de todos
- Reduce costes de reparación de maquinaria
- Es flexible y escalable
- Es puerta de entrada a la industria 4.0
OEE: Mucho más que un simple KPI
Cuando vamos al médico nos dicen: “tienes el colesterol alto, tienes que cuidarte…” Y entonces, nos recomiendan el espectro general de medidas que debemos llevar a cabo para reducirlo. Vamos, que nos ponen a régimen total y quieren convertirnos en atletas de élite. Así, seguro que consiguen que baje, pero a coste de un “alto precio”. Pero ¿y si fueran capaces de clasificar las causas de ese colesterol alto en 6 tipos, midieran 3 tipos de colesterol malo y nos dijeran: “tienes alto el colesterol 1, que proviene de estas dos causas y con hacer sólo A y reducir el consumo de B se resuelve”. Evidentemente nos iríamos más contentos de la consulta y conseguiríamos el objetivo más fácilmente.
De eso trata el OEE. Es mucho más que un simple indicador y se emplea en un equipo industrial para que podamos priorizar las mejoras que tendrán un mayor impacto positivo en su desempeño. Y claro, como consecuencia mejorará la productividad, la seguridad, se reducirá el impacto ambiental, etc.
El impacto de mejorar el OEE un 1%
Un pequeño incremento del 1% en el indicador OEE puede generar resultados significativos para una empresa. Un ejemplo real demuestra cómo al mejorar el OEE en un 1%, se logró ahorrar cerca de 300.000€ anuales.
En un inicio, se detectaron micro paradas y velocidades reducidas en ciertas etapas del proceso de producción. Mediante ajustes en algunas máquinas, se mejoró el OEE en un 1%, lo que se tradujo en un ahorro de 50 euros por hora. Esta mejora se acumuló a 1.200 euros al día o aproximadamente 24.000 euros al mes.
Continuando con el progreso, durante los siguientes 6 meses se implementaron más mejoras en el proceso, aumentando el OEE del 63% al 75%, logrando una mejora del 12% y un impacto positivo en los resultados anuales.
Este ejemplo demuestra cómo enfocarse en mejorar el OEE puede tener un efecto significativo en la eficiencia y rentabilidad de una empresa, sin necesidad de invertir en tecnologías costosas.
Los tres KPIs del OEE
Como hemos revisado previamente, el OEE está compuesto por 3 indicadores fundamentales: Disponibilidad, Rendimiento y Calidad. En esta sección, exploraremos la relevancia de cada indicador y su impacto en el rendimiento general del equipo industrial.
Disponibilidad
La disponibilidad es un KPI que mide el tiempo que la máquina está en condiciones de producir con relación al tiempo total de su disponibilidad. Es decir, se refiere a la proporción de tiempo en que la máquina puede estar produciendo respecto al tiempo total en que dicha máquina está disponible.

Para calcular la disponibilidad, es importante seguir los siguientes pasos:
- Separar las paradas en dos grupos: programadas y no programadas, incluyendo los tiempos de preparación y ajustes de la máquina.
- Definir el criterio para considerar una parada como avería, ya sea basado en el tiempo o la necesidad de intervención del equipo de mantenimiento.
- Determinar el tiempo total disponible para la producción.
- Calcular el tiempo productivo, que es el tiempo en que la máquina está disponible y efectivamente produce.
- Calcular la disponibilidad del OEE dividiendo el tiempo productivo entre el tiempo total disponible y multiplicando el resultado por 100 para expresarlo en porcentaje.
La disponibilidad es un elemento clave en el cálculo del OEE, ya que nos brinda información sobre el tiempo en que la máquina puede producir en relación con el tiempo total disponible. Conocer este indicador nos ayuda a identificar problemas y áreas de mejora en el proceso de producción, tomando medidas para reducir el tiempo de inactividad y mejorar la eficiencia del equipo (OEE).
En este artículo extendido te dejamos las claves para calcular y mejorar la disponibilidad de tus máquinas.
Este video forma parte del curso ‘Introducción al Cálculo del OEE‘
Rendimiento
El rendimiento es un aspecto crucial del OEE, ya que evalúa la velocidad a la que el equipo industrial produce en comparación con su máxima capacidad. Un alto rendimiento puede aumentar la rentabilidad y reducir costos, mientras que un bajo rendimiento puede indicar problemas en los procesos productivos. Por tanto, es de gran valor para cualquier fábrica conocer las claves para calcular adecuadamente el rendimiento de su maquinaria.
Nakajima, precursor del TPM (Total Productive Maintenance), define el rendimiento como el cociente del tiempo que debería haberse empleado para fabricar los productos y el tiempo que se ha empleado realmente, es decir, el tiempo de operación. A su vez, el tiempo que debería haberse empleado es el resultado de multiplicar el tiempo de ciclo por la cantidad total procesada.
Este video forma parte del curso ‘Introducción al Cálculo del OEE‘
Calidad
Las características para considerar que un producto cumple con los estándares de calidad varían según el tipo de producto, proceso, sector industrial e incluso la política de cada empresa. Sin embargo, al calcular la calidad como KPI dentro del OEE, medimos el número de productos correctos respecto al total fabricado.

La precisión del cálculo de la calidad reside en identificar los productos defectuosos y reprocesados. Cada organización debe establecer y mantener sus propios estándares de calidad al definir los criterios para el cálculo y las acciones posteriores correspondientes.
Aquí tienes un video del profesor experto en OEE, Javier Santos, con consejos útiles para el cálculo de la calidad:
Este video forma parte del curso ‘Introducción al Cálculo del OEE‘

Herramientas para medir el OEE
Toda industria manufacturera necesita medir y mejorar sus procesos de fabricación. Sin embargo, actualmente aún existen multitud de fábricas que todavía no miden su OEE, ya que no disponen de una herramienta que facilite su cálculo.
Medición manual del OEE
Plantilla Excel del OEE
Una manera eficaz de comenzar a calcular el OEE es ayudarse de una hoja Excel, que permita gestionar la producción y eficiencia de forma manual.
Para empezar, lo ideal es monitorizar un solo proceso o máquina, partiendo de la siguiente información:
- Listado de operarios que utiliza la máquina.
- Referencias / Piezas / Unidades producidas con sus Tiempos de Ciclo en segundos.
- Tipos de paradas o ineficiencias en el proceso.
Para obtener los datos que nutrirán la hoja Excel, es indispensable que los operarios completen un parte manual de trabajo (o bono de producción) con la información de lo acontecido a lo largo del turno.
Si quieres comenzar a medir el OEE en Excel de forma ágil y sencilla, tienes a tu disposición nuestra Calculadora Excel del OEE, una completa hoja de Excel con la que podrás realizar un seguimiento de los indicadores clave en tu fábrica y que incluye una plantilla imprimible de parte manual para tus operarios.
Medición del OEE en el ERP
Otra forma de registrar y medir el OEE de tu fábrica es a través de un ERP (Enterprise Resource Planning). Estos sistemas ayudan a las empresas principalmente a planificar, gestionar y medir los recursos necesarios para su actividad. Y, aunque no están específicamente desarrollados para medir el OEE, puede ser una opción inicial con la que comenzar a registrarlo.
Si te decantas por esta opción, puedes comenzar a utilizar tu ERP de dos formas:
- Registrando la información necesaria en un Excel que posteriormente se vuelque o importe al ERP.
- Registrando los datos directamente en el ERP.
Aunque los métodos manuales de registro de información y cálculo del OEE no son los más fiables (debido, entre otras cosas, a posibles fallos humanos), son una buena forma de comenzar a familiarizarse y comprender el concepto del OEE, cómo calcularlo y cuáles son sus implicaciones en la productividad y eficiencia de las fábricas.
Si deseas obtener un cálculo preciso y en tiempo real del OEE, la solución más acertada es un Sistema OEE Tecnológico con Captura Automática de datos, como Smart OEE.
Medición del OEE automatizada
A través de un Sistema OEE Tecnológico
Un Sistema OEE Tecnológico, es una combinación de hardware de captura de datos y software.

Esta tecnología sirve para proporcionar a las fábricas la información del OEE que se extrae automáticamente de las máquinas y procesos, y se trata y monitoriza a través del software. Dicha información muestra la realidad de lo que ocurre en planta, ayudando a llevar a cabo acciones de mejora y a mejorar los resultados. Todo ello, de manera rápida, sencilla y eficaz.
OEE manual vs OEE automático en tiempo real
Como hemos comentado anteriormente, el OEE manual es una buena forma de comenzar a medir y familiarizarse con el OEE. Sin embargo, la automatización en la recogida de información y la capacidad de procesarla y mostrar resultados en tiempo real son claras ventajas para convertir este indicador en un KPI 100% fiable para mejorar la eficiencia y productividad de cualquier fábrica o planta productiva.
Algunas de las ventajas que ofrece la implantación de un Sistema OEE Tecnológico frente a la medición manual del OEE son:
- Máxima precisión en los datos
- Monitorización del OEE en tiempo real
- Identificación inmediata de cuellos de botella
- Facilidad para el análisis de tendencias
- Toma de decisiones ágiles e informadas
- Ahorro de tiempo y costes
- Implantación de la Cultura 4.0
- Ayuda en las acciones de mejora continua
- Aumento de la proactividad de todo el personal

El Sistema OEE tecnológico para mejorar la eficiencia de tu fábrica
Si has llegado hasta aquí, estamos seguros de que habrás comprobado la importancia que tiene medir y mejorar el OEE para las plantas productivas. Si necesitas llevar la eficiencia productiva de tu fábrica al siguiente nivel, te recomendamos que eches un vistazo a nuestra plataforma Smart OEE, la tecnología diseñada para monitorizar el OEE de forma automática, en tiempo real y sin ningún esfuerzo.
3 factores diferenciales de la tecnología Smart OEE:
- Hemos logrado integrar nuestro propio hardware y software para ofrecer una experiencia de captura automática de datos consistente y tremendamente eficaz.
- Somos capaces de hablar el lenguaje de todas las máquinas, e interactuar con ellas sin importar su generación o fabricante.
- Y por último, tras haber interactuado con miles de procesos de fabricación en sectores muy diferentes, hemos logrado albergar en nuestra tecnología un conocimiento muy preciso sobre qué datos debemos obtener y dónde encontrarlos dentro de los, cada vez más complejos, entornos de fabricación de hoy en día.
Si quieres ver el funcionamiento de nuestro Sistema OEE Tecnológico y cómo está ayudando a empresas de todo el mundo a mejorar sus resultados, puedes solicitar una demo completando el siguiente formulario:
Curso online del OEE
![]() Como expertos en OEE, tenemos a disposición de los usuarios la plataforma online OEE Academy, con el objetivo de facilitar la comprensión del OEE a todo el que esté interesado.
Como expertos en OEE, tenemos a disposición de los usuarios la plataforma online OEE Academy, con el objetivo de facilitar la comprensión del OEE a todo el que esté interesado.
Aprende OEE y Lean Manufacturing online, de la mano de los mejores expertos, desde donde quieras y cuando quieras.
Curso Javier Santos
Con el Curso Introducción al Cálculo del OEE aprenderás, de la mano de Javier Santos (Doctor Ingeniero Industrial y experto en Lean Manufacturing) los fundamentos del OEE y cómo calcularlo.
Cuando acabes el curso podrás implementar en tu fábrica este indicador para la mejora de la productividad industrial.
22 preguntas y respuestas sobre el OEE
Adicionalmente, puedes acceder también al Webinar “El indicador OEE: Clave para la mejora de la productividad industrial”, donde Javier Santos explica qué implica trabajar con el OEE y qué ventajas tiene contar con este indicador en el día a día de una fábrica.
Además, podrás descargar la presentación del webinar.






El cálculo del OEE con los ejemplos facilita la comprensión y aplicación.
Además, el poder descargar la guía en PDF ayuda mucho, porque es un contenido de valor que voy a guardar y consultar.
Me parece muy clara y completa esta guía. ¡Enhorabuena al equipo que la habéis elaborado!
Gracias por compartir esta guía tan completa